引自:《新一代智能化数控系统》(作者:陈吉红,杨建中,周会成)
系统的排产调度要根据订单信息、产品工艺信息、资源信息等,通过合理的规则或算法,定制合理优化的详细计划,将订单分解成任务均衡地分配给各资源中心,并且将实时生产状态与计划结合,接收加工反馈信息,智能动态调整排产计划,达到交期产能精确预测、工序生产与资源供应最优的目的。
传统的自动化排产调度技术只能在单一场景中实现静态排产,而要实现智能化高级排产调度,在不同场景实现高级排产,动态排产需要考虑到生产线的各种调度影响因素,以现有可用资源、设备等条件,以最大效率、最节约资源等为优化目标,将生产任务分配到最合理的设备进行生产。
「1. 调度排产实际需求 」
立足于生产线现有设计,调度排产的实际需求总结如下:
(1)紧急订单插队生产。当生产线正在生产时,如果遇到紧急订单,生产线能够使紧急订单优先生产。
(2)特定任务指定机床生产。当工艺人员完成新产品G代码编制之后,根据公司规定需要进行新产品工艺试制,即检验新产品的工艺是否正确、合理。此时需要有工作人员的参与,该任务需要在指定的机床上进行。
(3)机床热插拔。机床热插拔指机床能够在生产线运行过程中动态地加入生产线的生产,也可以离线不生产。生产线中的机床需要定期做检查与校正,也可能临时需要一台机床脱离生产线做其他任务,也可能生产过程中某台机床出现故障,为了不影响生产线其他设备正常工作,生产线需考虑机床的热插拔问题。
(4)工件等待锁定。当工件加工任务已被导入控制系统,可对其进行等待锁定,暂时不进行加工,待时机到来,可解除等待锁定,完成对其进行加工。
(5)任务按期完成。控制系统导入工单时,可以设置任务的指定完成时间。对于有指定完成时间的任务,应保证其不超期完成,或超期时间最短。
(6)效率高。使完成所有任务的时间尽量短。
针对以上需求,可以建立以ExCode执行指令建模的管控系统,通过ExCode脚本化指令,实现设备资源的泛化,指令的依赖关系,流程的路径选择等功能,形成多智体的调度排产系统。
「2. 生产线调度影响因素分析 」
1)排产应考虑刀具的调度时间
柔性生产线中每个加工中心的刀库都有容量限制。当加工不同种类的零件时,若新工艺所需刀具机床不具备,这时就需要调度刀具机械手进行换刀。换刀过程中,机床需停机等待,所以刀具准备的时间应该纳入排产调度的考虑因素。
2)一个工件一道工序
柔性生产线工艺设置为一个工件一道工序,即输送进入生产线的物料只加工一次,完成加工后便作为成品送离生产线。对于多道工序的工件,将其每一道序依次作为一个“工件”输入生产线,如先将工件WP1的第一道工序O11作为一个任务输入生产线,该任务完成后,将工件WP1的第二道序O12再作为一个任务输入生产线……
采取“一个工件一道工序”工艺设置的主要原因如下:
(1)不同工件不同工序之间的装夹自动化实施较难。通常各工序间需要进行夹具的更换,而不同工件工序之间的装夹要求会存在差异。对于自动化生产线来说,其面向多品种零件,自动化更换夹具很难实施、装夹精度难以保证。而目标客户对零件的加工精度要求较高,不宜实施自动化装夹。
(2)加工中心拥有对许多零件一次加工到位的能力。由于该柔性生产线采用四轴和五轴加工中心作为加工主体,加工中心作为一种通用化机床,其对于许多零件具备一次加工到位的能力。
(3)一个工件一道序更具柔性。对于多品种、小批量零件,一个工件一道序更具有柔性,可快速地进行工序的切换。
3)扰动因素
紧急订单插队、机床热插拔等功能都要求排产系统在调度条件发生变化后进行重新计算,为了适应产线的生产环境变动,采用事件驱动重调度,当发生扰动因素的时候,重新进行排产计算。触发系统重调度的事件,即扰动因素有:机床上下线、刀具信息变化、补充物料、待排产任务增加。
(1)机床上下线:当生产线在进行生产时,如果产线中某些机床由于故障、检修等原因需要停止生产,这时生产线会将此机床下线。如果原调度方案中分配了任务至该机床,则需要重新进行排产计算。当有新的机床接入产线时,如果待加工任务中有此台机床可以加工的,则也会重新进行排产计算。
(2)刀具变化。当生产线在进行生产时,如果某台机床发生刀具损坏,那么此时的排产条件已经发生变化。如果后续有需要此刀具的待加工任务,那其排产方案已经不正确,此时需要重新进行排产。相反,如果生产线中心刀库补充了一些刀具,而这些刀具又正是后面带加工任务所缺的,那么也需要进行重新排产。
(3)补充物料。对生产线进行物料补充后,可能会使一些生产任务的生产条件齐备,那么这样就会影响排产,此时应该进行重新排产。
(4)待排产任务增加。当有新的任务加入排产后,明显会对原来生成的调度方案产生影响,此时会进行重排。
「3. 智能排产系统 」
排产规划问题,是基于有限的资源和指定的约束,有一个优化目标。优化目标可以是多种事物,例如:利润最大化、最大化员工或客户的满足度、消耗时间的最小化等。而实现这些目标的能力依赖于可用资料的数量,如人员数量、时间、预算、机器等。与这此资源相关的约束也必然计算在内,例如,一个人的工作小时数,他们可使用(操作)的机台数量,设备之间的兼容性等。排产系统可以帮助有效地解决约束满足问题,在本排产系统中,对每个有效的约束分数计算中,组合了启发式和元启发式算法。
上述的大部分案例都属于NP-complete/NP-hard问题,它的定义是:对于一个问题,(1)在合理时间内可以容易地验证一个给定的解;(2)在合理时间内,目前尚没有行之有效的解法能找到其绝对最优解。
目前针对这种问题的常见的有两种技术来解决,但是这两种方法仍不足够解决此类问题。这两种方法分别是:(1)暴力求解算法(尽管是一些优化过、相对聪明的暴力算法变种),但获得其解所需的时间非常长,尤其是时间复杂度非常高。(2)快速算法,例如在Binpacking问题中,先装入最大项,但得到的解离绝对最优解仍存在相当大距离的。而本排产系统集成了一些更智能的算法,尽可能多缩小候选解的范围,可以在合理的时间内,对这些规划问题找到相对较优解。
通常来说,一个规划问题至少包括两个约束:硬约束与软约束。硬约束指不可被违反的约束。例如,一个教师在同节的时间内不能同时上两门课、一个工件在一个时刻不能同时在两个机床上加工等;软约束指可以违反但是应该尽量避免的约束。例如,工件加工的总时间之和应该最短等。在排产系统中,会给每个硬约束和软约束相应的分数,对每一个计算出的解求出约束分数,相比较得到相对最优解。
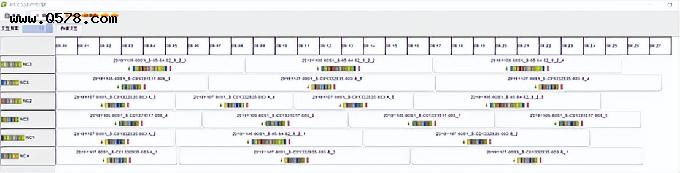
本排产系统能处理如工单任务分配、刀具路径规划、机器任务的分配等各种模型,结合一些较优的算法与模型的约束,在有限时间内得出相对最优的结果。以下为排产系统处理的一个模型——任务分配(参见图1)。
图1 系统排产结果图
在柔性产线中,排产系统主要解决每个工件分配给哪台机床,加工的次序等问题。在该模型中,主要有两种约束,一种约束是硬约束,包括一台机床一次性只能加工一个零件,具的数量是有限的,所以多台机床不能在同一时间段使用同一把刀具,以及某些工件只能使用特定的机床加工,另一种约束是软约束,包括加工零件的优先级,工单总体加工时间尽可能小。
排产系统与其他系统间的数据交互依靠数据库。数据库能够有效管理数据,保障其一致性并能实现数据共享。对于应用于系统间数据交互的数据库,不需要复杂查询,但是希望能有较高的读写性能,因此选择非关系型数据库。
排产系统从功能上可以划分为数据解析、任务条件验证、计算和可视化,其流程如图2所示。
图2 排产流程图
(1)数据解析:主要功能就是解析从数据库提取过来的任务和机床信息,需要将任务和机床信息转化为编程对象;
(2)任务条件验证:主要是将暂时不生产的和物料、刀具条件不满足的任务排除;
(3)计算:此部分是排产算法的实现,将传送过来的任务进行排产计算;
(4)可视化:计算过后的任务结果,即写进了数据库供硬件控制系统生产使用,也进行可视化直观展示加工计划。